音響-構造相互作用 — トラブルシューティングガイド
より充実した内容を acoustic-structure-interaction.html でご覧いただけます。
よくあるトラブルと対処法
音響-構造連成解析で実際にハマりやすいポイントを教えてください。
順番に見ていこう。
1. 連成界面の法線方向不一致
症状: 音圧が全くのゼロになる、または期待値の数倍になる。
原因: 構造面の法線が音響キャビティの内側を向いていない。Nastranでは法線が外向き(音響側)でないとconnectivityが正しく取れない。
対策: プリプロセッサ(HyperMesh, ANSA等)で法線方向を可視化して統一する。NastranのBGPDTカードでチェック可能。
これ、何時間も原因が分からないやつですね。
2. モード抜け
症状: 特定の周波数帯で実測と大きく乖離。
原因: モーダル周波数応答(SOL 111等)で使用するモード数が不足。音響キャビティと構造の両方のモードを解析周波数上限の1.5倍まで含める必要がある。
対策: 残留ベクトル(residual vector)の使用。NastranのRESTVECパラメータ、AbaqusのRESIDUAL MODES。
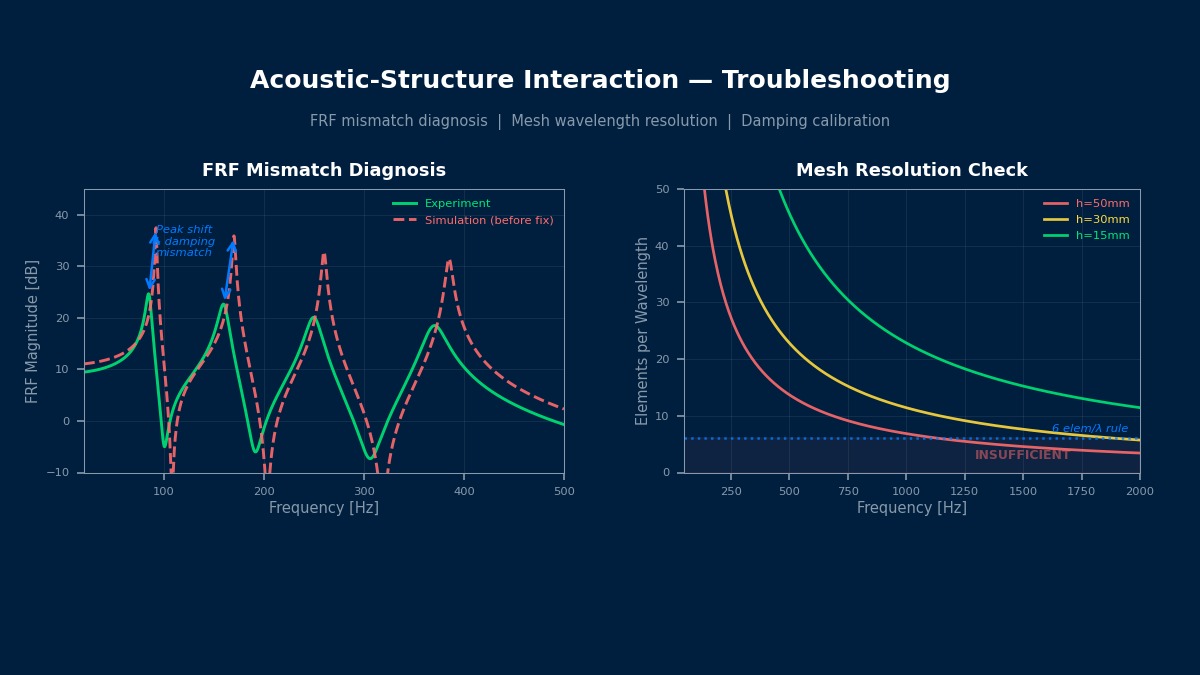
3. 高周波での精度劣化
症状: 解析周波数上限付近でFRFが振動的になり信頼性が低い。
原因: 音響メッシュの波長分解能不足。6要素/波長のルールを満たしていない。
対策: メッシュ密度を見直すか、対象周波数範囲を狭める。二次要素を使えば同じ節点数で分解能が向上する。
4. 減衰パラメータの不整合
構造減衰と音響吸音って別々に設定するんですよね?
症状: 共振ピークが実測よりシャープすぎる、またはブロードすぎる。
原因: 構造の損失係数 $\eta_s$ と音響の壁面インピーダンスが実態と合っていない。
対策: 構造減衰は実験モーダルから同定する(半値幅法)。音響吸音率は残響室法やインピーダンス管で測定した値を使う。
| パラメータ | 典型値 | 備考 |
|---|---|---|
| 鋼板の損失係数 | 0.001~0.003 | 制振材なし |
| 制振材付き鋼板 | 0.01~0.05 | CLD処理後 |
| 車室内吸音率(低周波) | 0.05~0.15 | シート・カーペット含む |
| 車室内吸音率(高周波) | 0.2~0.5 | 同上 |
5. Nastranでの典型的エラー
連成解析特有のハマりポイントが分かって助かりました。実務でエラーが出たらこのリストを見返します。
「解析は収束したのに実測と全然違う」——よくある音響連成の落とし穴
音響-構造相互作用の解析で「計算は無事終わったのに実験値と10 dB以上ずれる」という悩みは現場で頻繁に聞く。原因として最も多いのは「境界条件の設定ミス」だ。実際の部品はボルトで固定されているが、解析では完全固定(固定端)として扱うと、実際の締結剛性との差が固有値をずらし、共鳴ピークの周波数がズレる。さらに、内部損失係数(減衰)の設定を実測値ではなく教科書値で入れると、ピーク付近で大きな誤差が出る。「モデルが合わない=メッシュが粗い」と思いがちだが、多くの場合は境界条件と減衰値の見直しで解決する。
関連トピック
なった
詳しく
報告