Injection Molding Warpage Analysis
Injection Molding Warpage: Theoretical Foundations
Overview
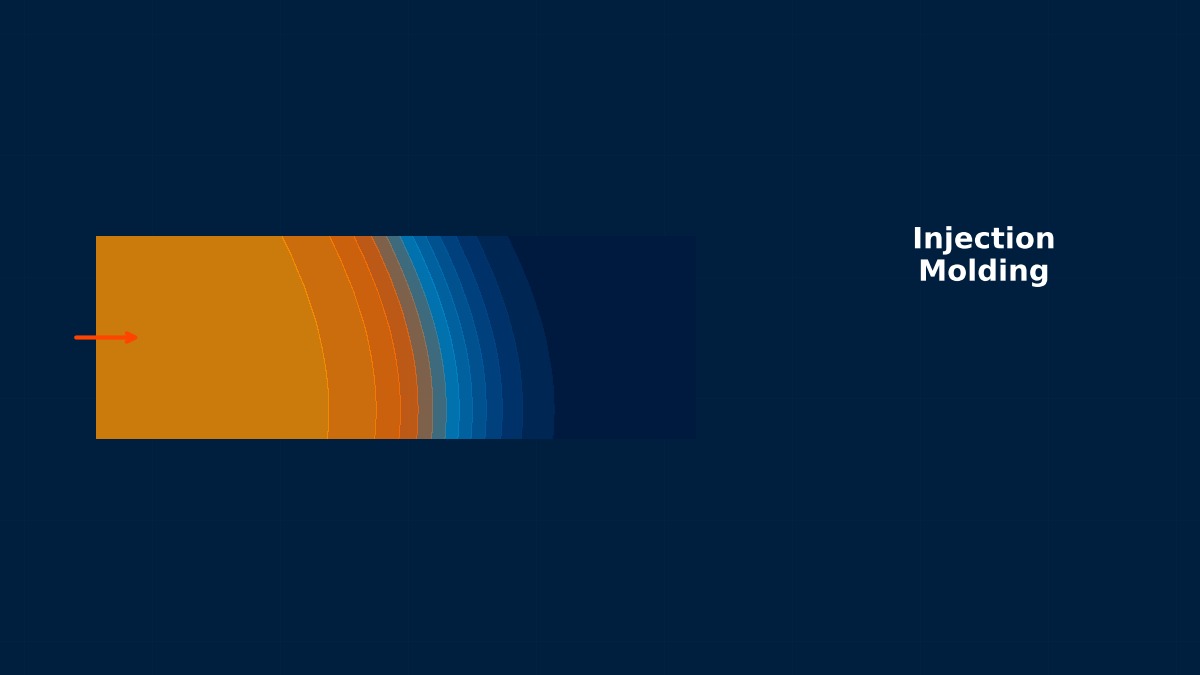
Professor! Today's topic is injection molding warpage analysis, right? What exactly is it?
It predicts the warpage deformation that occurs during demolding after cooling. It calculates the warpage amount from residual stresses caused by non-uniform cooling, molecular orientation, and crystallinity distribution.
Ah, I see! So that's the mechanism—it occurs during demolding after cooling.
Governing Equations
Expressing this in a formula, it looks like this.
Hmm, just the formula doesn't really click for me... What does it represent?
Warpage of thin-walled parts:
I see... Warpage of thin-walled parts seems simple at first glance, but it's actually very profound.
Theoretical Foundation
I've heard of "theoretical foundation," but I might not fully understand it...
Injection molding warpage analysis simulation is formulated as a coupled problem of thermodynamics, material mechanics, and fluid dynamics. Since the physical phenomena of the manufacturing process span multiple time and spatial scales, an appropriate combination of macro-scale continuum models and meso/micro-scale material models is required. The goal is to quantitatively predict the causal relationship between process parameters (temperature, velocity, load, etc.) and product quality (dimensional accuracy, defects, mechanical properties).
Governing Equations for Manufacturing Processes
I'm not good with formulas... Could you explain the "meaning" of the injection molding warpage analysis equations?
Manufacturing process simulation is formulated as a coupled problem of thermodynamics, fluid dynamics, and solid mechanics.
Heat Conduction Equation (Energy Conservation)
What exactly is the heat conduction equation?
Here, $T$ is temperature, $\mathbf{v}$ is the material's velocity field, $k$ is thermal conductivity, and $Q$ is internal heat generation (Joule heating, latent heat, frictional heat, etc.).
Now I understand why my senior said, "You must do manufacturing process simulation properly."
Solidification and Phase Change
Please tell me about "Solidification and Phase Change"!
During the solidification process, the release/absorption of latent heat significantly affects the temperature field. Formulation using the enthalpy method:
Expressing this in a formula, it looks like this.
Hmm, just the formula doesn't really click for me... What does it represent?
Here, $L$ is the latent heat, and $f_l(T)$ is the liquid fraction (taking a value between 0 and 1 in the solid-liquid coexistence region).
Constitutive Law for Plastic Deformation
What exactly is the constitutive law for plastic deformation?
Plastic deformation of metals is described by constitutive laws such as the Johnson-Cook model:
$A$: Initial yield stress, $B$: Hardening coefficient, $n$: Hardening exponent, $C$: Strain rate sensitivity, $m$: Thermal softening exponent.
After hearing all this, I finally understand why manufacturing process simulation is so important!
Flow Analysis (Filling/Casting)
Next is flow analysis. What's it about?
The flow of molten metal or resin follows the Navier-Stokes equations, but high viscosity and non-Newtonian fluid characteristics must be considered. For injection molding, the Cross-WLF model is standard:
I see... Manufacturing process simulation seems simple at first glance, but it's actually very profound.
Assumptions and Applicability Limits
Isn't this formula universal? When can't it be used?
All physical models have their assumptions and applicable ranges. The governing equations we discussed are based on continuum mechanics and thermodynamics assumptions. They may not accurately represent phenomena at extremely small scales (below micrometers) or under extreme conditions (ultra-high pressure, ultra-high temperature, high-speed deformation). Additionally, material properties like thermal conductivity and viscosity are temperature- and pressure-dependent, and simplified constant-value assumptions can lead to significant errors. When applying these models, you must carefully verify that the assumptions match your specific problem.
I see! So it's important to always think critically about the limitations of the model being used.