Fatigue Evaluation of Welded Joints
Fatigue Evaluation of Welded Joints: Theoretical Foundations
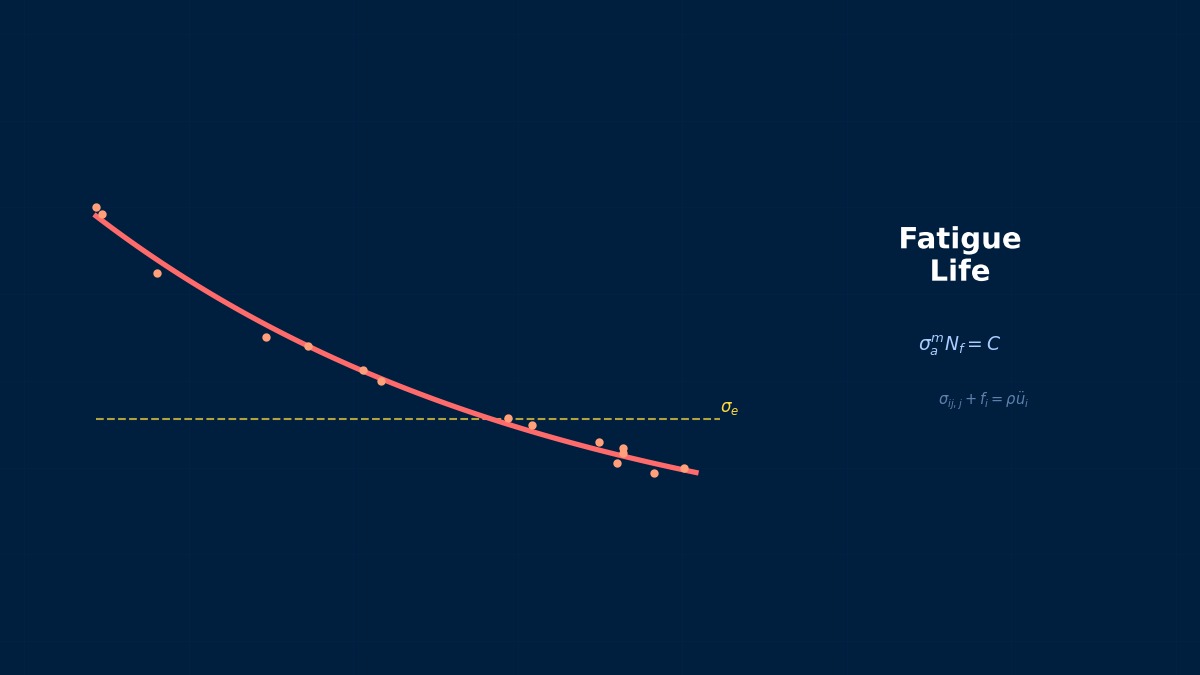
Fatigue of Welded Joints
Professor, are welded joints weak against fatigue?
Welded joints have significantly lower fatigue life than the base material due to , stress concentration, and welding defects (blowholes, undercut). The majority of fatigue failures in steel structures occur at the weld toe.
Welding Fatigue Assessment Methods
| Method | Stress Definition | Characteristics |
|---|---|---|
| Nominal Stress Method | Average stress over the cross-section | Simplest. Design codes (EN 1993-1-9, IIW) |
| Hot Spot Stress Method | Structural stress at the weld toe | Extrapolation from FEM results. Mesh-insensitive |
| Notch Stress Method | Notch stress at the weld toe ($R_{ref} = 1$ mm) | Most detailed. FEM-dependent |
| Crack Propagation Method | Stress Intensity Factor | Life of existing cracks. Influence of welding defects |
The Hot Spot Stress Method is an intermediate approach.
Extrapolate FEM results from positions 0.4t and 1.0t ($t$: plate thickness) away from the weld toe to estimate the structural stress at the toe. Independent of mesh size (with consistent extrapolation rules). Recommended by IIW.
Summary
Liberty Ship Welding Cracks and Fatigue
During World War II, serious cracks occurred in about 400 out of 2710 American Liberty ships, with dozens breaking in half at sea. One cause was the combination of fatigue at welded joints and low-temperature brittleness. Subsequent research revealed that stress concentration factors Kt=2~3 occur at weld bead toe ends, which became the origin of the IIW welding fatigue design standards.
Computational Methods for Fatigue Evaluation of Welded Joints
FEM for Welding Fatigue
FEM procedure for the Hot Spot Stress Method:
1. Model the welded structure with shell elements (mid-surface of plate thickness)
2. Read stresses at positions 0.4t and 1.0t from the weld toe
3. Estimate structural stress at the toe by linear extrapolation
4. Perform life assessment using IIW FAT classification S-N curves
Notch Stress Method
IIW Effective Notch Stress Method: Assign a virtual notch radius of $R_{ref} = 1$ mm (for steel) to the weld toe and weld root, calculate the notch stress via FEM. Perform unified assessment with the FAT225 S-N curve.
Summary
How to Use the Hot Spot Stress Method
Widely used in welding fatigue assessment, the Hot Spot Stress Method obtains the hot spot stress by linearly extrapolating surface stresses from two points at 0.4t and 1.0t (t is plate thickness) from the weld toe. This stress is compared with S-N curves from IIW-specified FAT classes (e.g., FAT90). Since the extrapolation interval setting greatly affects results, a mesh size of t/4 or less is recommended.
Fatigue Evaluation of Welded Joints in Practice
Welding Fatigue in Practice
Essential for steel structures like bridges, ships, cranes, pressure vessels, and offshore structures.
Examples of IIW FAT Classification
| Joint Type | FAT (N/mm²) |
|---|---|
| Base Material (ground surface) | FAT 160 |
| Butt Weld (weld reinforcement removed) | FAT 112 |
| Butt Weld (with weld reinforcement) | FAT 90 |
| Fillet Weld (cruciform joint) | FAT 71 |
| Non-Load Bearing Fillet Weld | FAT 80 |
FAT = Stress range $\Delta\sigma$ causing failure at 2×10⁶ cycles.
Practical Checklist
20-Year Life Verification for Ship Hull Welding Fatigue
DNVGL (Det Norske Veritas Germanischer Lloyd) design rules require assessing the fatigue life of ship hull welded joints for 20 years. Under North Sea wave spectrum (Hs=3m) loading cycles reach about 10⁸ over 20 years, making Δσ=71MPa the fatigue limit for FAT71 class welds. The FEM direct hot spot assessment method, popular since the 2000s, has significantly improved assessment accuracy.
Fatigue Evaluation of Welded Joints: Software & Solver Comparison
Welding Fatigue Tools
Selection Guide
Related Topics
Experience the theory firsthand with the interactive simulator for this field
All Simulators