射出成形充填分析
射出成形充填的理论基础
概要
老师! 今天讨论的是射出成形充填分析?这是什么呢?
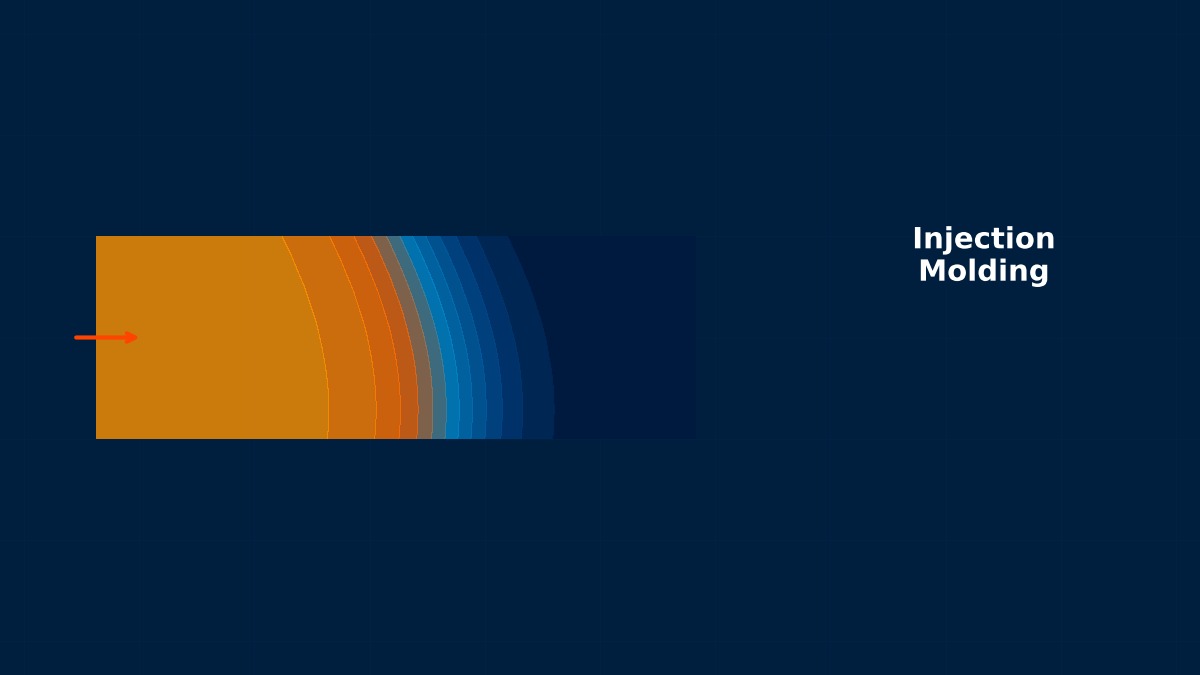
溶融树脂的金型腔体充填过程的流动分析。Hele-Shaw近似或3D分析预测流动前沿进行、熔接线位置、空气陷阱。
支配方程式
这个用数式表示就是这样。
嗯,仅看公式还是不太明白呢…表示的是什么呢?
Cross-WLF粘度模型:
等等等等,粘度模型,意思是这样的情况下也能用吗?
理论的基盘
「理论的基盘」听说过,可能理解得不够透彻…
射出成形充填分析的模拟被定式化为热力学·材料力学·流体力学的联成问题。制造工艺的物理现象跨越多个时间·空间标度,因此需要宏观标度的连续体模型与中观/微观标度的材料模型的恰当组合。量化预测工艺参数(温度、速度、荷重等)与产品品质(尺寸精度、缺陷、机械特性)间的因果关系是目标。
等等等等,射出成形充填分析,意思是这样的情况下也能用吗?
材料构成则
老师,请教一下「材料构成关系」!
制造工艺模拟的精度高度依赖材料模型的忠实性。需要将弹塑性构成关系、蠕变关系、相变化模型等作为温度、应变速率的函数进行恰当定义。从材料试验(拉伸、压缩、扭转)所得数据进行拟合,验证外推范围的合理性。还可活用JMatPro、Thermo-Calc等热力学数据库。
原来…制造工艺模拟看起来很简单,实际上却很深奥呢。
制造工艺的支配方程式
制造工艺模拟被定式化为热力学·流体力学·固体力学的联成问题。
热传导方程式(能量守恒)
热传导方程式,具体是什么意思呢?
这里 $T$ 是温度,$\mathbf{v}$ 是材料的速度场,$k$ 是热导率,$Q$ 是内部发热(焦耳热、潜热、摩擦热等)。
前辈曾说「制造工艺模拟无论如何要仔细对待」,现在我理解了。
凝固·相变化
请教一下「凝固·相变化」!
凝固过程中潜热的释放/吸收对温度场产生大的影响。焓法定式化:
这个用数式表示就是这样。
嗯,仅看公式还是不太明白呢…表示的是什么呢?
这里 $L$ 是潜热,$f_l(T)$ 是液相率(在固液共存域中取0到1之间的值)。
塑性变形的构成则
塑性变形的构成关系,具体是什么意思呢?
金属的塑性变形用Johnson-Cook构成关系等进行描述:
$A$:初始屈服应力,$B$:硬化系数,$n$:硬化指数,$C$:应变速率敏感性,$m$:温度软化指数。
现在终于明白了为什么制造工艺模拟这么重要!
流动分析(充填·鋳造)
接下来讲流动分析。什么内容呢?
熔融金属和树脂的流动遵循Navier-Stokes方程,但需考虑高粘性·非牛顿流体特性。射出成形中Cross-WLF模型是标准的:
前辈曾说「制造工艺模拟无论如何要仔细对待」,现在我理解了。
仮定和适用限界
不知道前提条件就使用的话,会发生什么样的失败呢?
也就是说,在连续体力学假定成立的地方敷衍的话,后来会吃苦头的呢。铭记于心!
無次元参数和支配的标度
「无次元参数和支配的标度」听说过,可能理解得不够透彻…
理解支配分析对象物理现象的无次元参数是选择恰当模型和设定参数的基础。
啊,就是这样! 分析对象的物理现象就是那个仕组。
次元分析検证
请教一下「通过量纲分析的验证」!
对分析结果的数量级估计,基于Buckingham的Π定理的量纲分析很有效。用代表长度 $L$、代表速度 $U$、代表时间 $T = L/U$,事先估计各物理量的数量级,确认分析结果的合理性。
边界条件的分类和数学特性
听说边界条件,这个地方弄错了全部就完了…
| 种类 | 数学表达式 | 物理意义 | 例子 |
|---|---|---|---|
| Dirichlet条件 | $u = u_0$ on $\Gamma_D$ | 变量值的指定 | 固定壁、温度指定 |
| Neumann条件 | $\partial u/\partial n = g$ on $\Gamma_N$ | 梯度(通量)的指定 | 热流束、力 |
| Robin条件 | $\alpha u + \beta \partial u/\partial n = h$ | 变量和梯度的线性组合 | 对流热传达 |
| 周期边界条件 | $u(x) = u(x+L)$ | 空间周期性 | 单位晶胞分析 |
恰当的边界条件选择与解的唯一性和物理合理性直接相关。不足的边界条件形成不适定问题,过多的边界条件会产生矛盾。
射出成形充填分析的全面体系我掌握了! 明天开始在实务中多加注意。
好的,继续加油! 实际动手操作是最好的学习。有不明白的地方随时来问我吧。
为什么熔接线这么「弱」——从充填理论读解
射出成形产品的熔接线(汇流线)不仅是外观问题,强度有时会降低40%。当熔融树脂从两个方向流动汇合时,流动前沿前沿的「低温·低速」层进行接合,分子链的缠绕不充分,因此强度下降。通过充填分析预测熔接线位置,改变浇口配置使荷重区域避开熔接线是现场的常规对策。某发动机盖部件因充填分析发现熔接线靠近螺栓孔——通过将浇口数从2个改为3个——破坏试验强度提高了25%的案例。
射出成形充填的数值计算方法
数值方法的详细
具体是用什么样的算法求解射出成形充填分析呢?
射出成形充填分析模拟中采用的数值方法进行说明。
老师的说明很清楚! 射出成形充填分析的茫然解开了。
离散化方法
在伴随大变形的制造工艺中,通常采用Updated Lagrangian法或ALE(Arbitrary Lagrangian-Eulerian)法。接触问题使用惩罚法或拉格朗日乘数法。用Euler法的定常流场定式化对锻造·挤出等定常工艺有效。
時間積分
老师,请教一下「时间积分」!
准静力问题采用隐式法(Newton-Raphson),高速变形·冲击问题采用显式法(中心差分法)。通过质量缩放可以缓和显式法的时间步长限制,但需要监视运动能量在内部能量的5-10%以下。
网格管理
网格越细越好吧? …不对吗?
大变形引起网格失真,对此采用重新网格划分(r-adaptivity)或ALE网格平滑。SPH法或MPM(Material Point Method)等无网格方法也是选项。
等等等等,大变形引起的网格失真,意思是这样的情况下也能用吗?
接触·摩擦的建模
「接触·摩擦的建模」听说过,可能理解得不够透彻…
制造工艺中工具与被加工材料的接触是不可避免的,接触算法的选择影响解的精度和稳定性。根据工艺选择库伦摩擦、剪切摩擦、温度依赖摩擦模型。接触检测的惩罚参数或分段对分段法的设定对计算稳定性影响很大。
前辈曾说「制造工艺中工具无论如何要仔细对待」,现在我理解了。
数值解法的实现详细
老师,请教一下「数值解法的实现详细」!
網格要件
网格要件,具体是什么意思呢?
制造工艺模拟中,需要追踪移动的界面(固液界面、自由表面),所以网格战略特别重要。
| 方法 | 概要 | 适用 |
|---|---|---|
| ALE法 | 网格与材料一起移动 | 锻造、轧制 |
| 欧拉法 | 固定网格上材料流动 | 鋳造充填 |
| VOF法 | 用体积分率追踪自由表面 | 鋳造、射出成形 |
| CEL法 | 结合欧拉-拉格朗日 | 冲击加工 |
| SPH法 | 粒子法、无网格 | AM熔池 |
热源模型(焊接·AM)
热源模型,具体是什么意思呢?
Goldak双椭球体模型:
这里 $P$ 是激光/电弧功率,$\eta$ 是吸收效率,$a,b,c$ 是椭球体的半轴长。
也就是说,网格要件的地方敷衍的话,后来会吃苦头的呢。铭记于心!
時間積分
时间积分,具体是什么意思呢?
也就是说,网格要件的地方敷衍的话,后来会吃苦头的呢。铭记于心!
耦合求解器战略
接下来讲耦合求解器战略。什么内容呢?
啊,就是这样! 网格要件就是那个仕组。
误差评估和精度验证
「误差评估和精度验证」听说过,可能理解得不够透彻…
离散化误差的评估
离散化误差的评估,具体是什么意思呢?
用Richardson外推法估计离散化误差:
这里 $f_h$ 是网格宽度 $h$ 下的解,$r$ 是网格比,$p$ 是离散化的阶。
GCI(Grid Convergence Index)
请教一下「GCI」!
基于ASME V&V 20-2009的网格收敛性的定量评估:
现在终于明白了为什么离散化误差的评估这么重要!
这个用数式表示就是这样。
嗯,仅看公式还是不太明白呢…表示的是什么呢?
安全系数 $F_s = 1.25$(3水准以上网格比较时)。GCI < 5% 作为收敛的目安。
前辈曾说「离散化误差的评估无论如何要仔细对待」,现在我理解了。
验证基准问题
请教一下「验证基准问题」!
为确保分析结果的可信性,建议与以下基准问题进行比较:
| 领域 | 基准 | 参考解 |
|---|---|---|
| 结构 | 补丁测试 | 均匀应力场的再现 |
| 结构 | Scordelis-Lo屋顶 | 参考位移 |
| 流体 | 盖驱动的腔室 | Ghia et al. (1982) |
| 热 | 1D分析解 | $T(x) = T_0 + (T_1-T_0)x/L$ |
高速化方法
老师,请教一下「高速化方法」!
射出成形充填分析的全面体系我掌握了! 明天开始在实务中多加注意。
好的,继续加油! 实际动手操作是最好的学习。有不明白的地方随时来问我吧。
Hele-Shaw近似是什么——薄肉流动数值分析的智慧
射出成形充填分析的主流方法「Hele-Shaw近似」利用金型腔体薄的特点进行简略化处理。忽略板厚方向的压力变化,只作为面内方向的2.5D流动进行计算,计算时间比完整的3D分析少1/10~1/100。从Moldflow商业化的1970年代至今一直沿用,「对薄肉部品精度足够」已被证实。但对厚肉部品或流道内的3D流动则过度简略,近来混合方法(同时采用Polyflow等完整3D分析)也在增加。
射出成形充填的实务应用
实践指南
老师,请教一下「实践指南」!
射出成形充填分析的实务分析步骤和最佳实践进行说明。
原来…射出成形充填分析看起来很简单,实际上却很深奥呢。
分析流程
从最初的一步开始教一下吧! 从什么开始好呢?
1. 工艺条件的定义:工艺参数(温度、速度、荷重、时间)的整理和范围设定
2. 材料数据的准备:从试验数据同定温度·应变速率依赖的构成关系参数
4. 工艺模拟执行:复杂度的阶段性增加和收敛性的确认
5. 结果的验证:与试验数据的比较(尺寸精度、荷重历史、温度分布、缺陷位置)
啊,就是这样! 工艺条件的定义就是那个仕組。
最佳实践
老师,请教一下「最佳实践」!
品质管理和文件化
教科书上没有的「现场知识」有吗?
分析条件(材料数据来源、边界条件的根据、网格设定的合理性)进行体系的文件化。建立分析结果的评审流程,通过与试验的比较进行定量的精度评估记录。定期采用NAFEMS等基准问题实施求解器验证。
实务分析步骤
在实务中使用射出成形充填分析时,最要注意的是什么?
鋳造模拟的工作流
鋳造模拟的工作,具体是什么意思呢?
1. CAD模型准备:产品形状 + 浇道系 + 冒口 + 冷却金属的3D模型
2. 网格生成:推荐六面体为主的单元。薄肉部分至少3层以上
4. 边界条件:铸模-金属间的热传递系数(IHTC)。模温初始设定
5. 充填分析:设定注入速度·温度。监视空气卷入
6. 凝固分析:充填完成后的温度场分析。缩孔预测
7. 应力分析:凝固后的残留应力、脱模后的变形
射出成形模拟的参数设定
接下来讲射出成形模拟的参数的话。什么内容呢?
| 参数 | 典型值 | 影响 |
|---|---|---|
| 树脂温度 | 200-300°C | 流动性、表面品质 |
| 金模温度 | 40-100°C | 冷却时间、结晶化度 |
| 射入速度 | 50-200 mm/s | 浇口压力、剪切应力 |
| 保压 | 50-100 MPa | 收缩补偿、尺寸精度 |
| 冷却时间 | 10-60 s | 生产性、翘曲变形 |
老师的说明很清楚! 鋳造模拟的茫然解开了。
AM(积层造形)模拟的注意事项
接下来讲积层造形的话。什么内容呢?
品质保证检查表
品质保证检查表,具体是什么意思呢?
啊,就是这样! 鋳造模拟就是那个仕組。
项目管理和工作流自动化
想粗略把握全体流程,能否按步骤给我说说呢?
目录构成的推荐
接下来讲目录构成的推荐的话。什么内容呢?
```
project/
├── cad/ # CAD模型
├── mesh/ # 网格文件
├── setup/ # 分析设定文件
├── results/ # 计算结果
│ ├── case01/
│ ├── case02/
│ └── ...
├── postprocess/ # 后处理脚本·图像
├── report/ # 报告
└── validation/ # 验证数据
```
自动化脚本的活用
接下来讲自动化脚本活用的话。什么内容呢?
参数化研究或网格收敛性确认等,通过Python脚本自动化可以大幅提高重现性和效率。
原来。那么目录构成的推的话,最初还是大概可以吧?
评审检查表
请教一下「评审检查表」!
1. 输入数据:材料常数的单位系、CAD的尺寸精度、网格品质指标
2. 边界条件:物理妥当性、过拘束/拘束不足的检查
3. 求解器设定:收敛判定基准、时间增量、输出频度
4. 结果验证:力的平衡、能量平衡、与理论解的比较
5. 感度分析:网格依赖性、边界条件的影响、材料参数的不确定性
也就是说,目录构成的推的地方敷衍的话,后来会吃苦头的呢。铭记于心!
报告书编制的要点
老师,请教一下「报告书编制的要点」!
射出成形充填分析的全面体系我掌握了! 明天开始在实务中多加注意。
好的,继续加油! 实际动手操作是最好的学习。有不明白的地方随时来问我吧。
浇口位置的失败谈——设计变更「金型廢棄」的故事
射出成形的浇口位置量产后变更的话金型需要大规模改修。某个连接器部品开发中,不用充填分析设计浇口结果熔接线来到了电气接点部分,绝缘破坏试验不合格。金型改修费用达到新型金型制作费的70%,结果判定还是重新制作更便宜。「充填分析必须要在设计阶段就做」这个教训在现场浸透,最近越来越多的制造厂商规范在型腔加工前必须进行充填分析。
射出成形充填的软件比较
商用工具比较
有各种各样的软件呢? 分别的特征教我一下!
对应射出成形充填分析的主要商用模拟工具进行比较。
前辈曾说「射出成形充填分析无论如何要仔细对待」,现在我理解了。
主要工具
有各种各样的软件呢? 分别的特征教我一下!
| 工具 | 厂商 | 强项 |
|---|---|---|
| MAGMASOFT | MAGMA | 鋳造工艺全面的统一分析 |
| Moldflow | Autodesk | 射出成形的行业标准工具 |
| Simufact | Hexagon | 焊接·AM·塑性加工的统一 |
| DEFORM | SFTC | 鍛造·轧制的丰富实绩 |
| AutoForm | AutoForm | 板金成形的高速分析专特 |
| PAM-STAMP | ESI | 冲压成形的详细分析 |
| Amphyon/Netfabb | Oqton/Autodesk | AM的工艺最优化专特 |
| ProCAST | ESI | 鋳造的高精度耦合分析 |
选择标准
结果是选哪个比较好呢,判断基准教一下吧?
对目标工艺的专业性、材料数据库的充实度、与既有CAD/PLM的统一性、技术支持的品质进行综合评估。建议通过试用许可进行事前验证。
老师的说明很清楚! 对目标工艺的专门的茫然解开了。
商用工具比较矩阵
那么射出成形充填分析怎么做呢?什么软件能用啊?
鋳造模拟
鋳造模拟,具体是什么意思呢?
| 工具 | 开发方 | 主要功能 | 特征 |
|---|---|---|---|
| MAGMASOFT | MAGMA | 充填·凝固·应力·组织 | 鋳造专门,世界市占率№1 |
| ProCAST | ESI Group | 充填·凝固·电磁搅拌 | 多物理场对应 |
| FLOW-3D CAST | Flow Science | 自由表面流动 | VOF法的高精度充填分析 |
射出成形模拟
接下来讲射出成形模拟的话。什么内容呢?
| 工具 | 开发方 | 主要功能 |
|---|---|---|
| Moldflow | Autodesk | 充填·保压·冷却·翘曲·纤维配向 |
| Moldex3D | CoreTech | 真3D分析、IC封装对应 |
| Sigmasoft | SIGMA | 虚拟DOE、多周期分析 |
焊接·AM 模拟
焊接·,具体是什么意思呢?
| 工具 | 开发方 | 主要功能 |
|---|---|---|
| Simufact Welding | Hexagon | 焊接变形·残留应力 |
| Ansys Additive | Ansys | L-PBF/DED热力学分析 |
| Amphyon | Additive Works | AM变形补偿 |
| Virfac | Geonx | 焊接·AM热力学 |
塑性加工
接下来讲塑性加工的话。什么内容呢?
| 工具 | 开发方 | 主要功能 |
|---|---|---|
| AutoForm | AutoForm | 冲压成形、板成形 |
| DEFORM | Scientific Forming | 鍛造、挤出、轧制 |
| LS-DYNA | Ansys/LST | 冲击、板成形、汎用显式法 |
| FORGE | Transvalor | 鍛造、轧制 |
许可形式和总体拥有成本(TCO)
接下来讲「许可形式和总体拥有成本(TCO)」! 什么内容呢?
商用工具的成本构造
商用工具的成本构造,具体是什么意思呢?
| 项目 | 年额目安 | 备注 |
|---|---|---|
| 节点锁定许可 | 100-500万日元 | 固定到1台PC |
| 浮动许可 | 150-800万日元 | 网络内共享 |
| HPC令牌 | 50-300万日元 | 按并行核数的按量制 |
| 支持·维护 | 许可的15-25% | 包括版本升级 |
| 培训 | 30-80万日元/课程 | 初期导入时必需 |
TCO比较的要点
比较的要点,具体是什么意思呢?
厂商的技术支持比较
请教一下「厂商的技术支持比较」!
导入过程和迁移战略
接下来讲「导入过程和迁移战略」! 什么内容呢?
厂商选定的步骤
请教一下「厂商选定的步骤」!
1. 需求定义:明确必要的分析功能、规模、精度要求
2. 候选列表作成:缩小到3-5家
3. 基准评估:用各工具分析自社的典型问题
4. TCO算出:5年间的总拥有成本(许可+HPC+教育+支持)
5. PoC(概念验证):实业务中的试用期间(3-6个月)
6. 最终选定:技术评估+成本+支持+未来性的综合评估
工具迁移时的注意事项
请教一下「工具迁移时的注意事项」!
射出成形充填分析的全面体系我掌握了! 明天开始在实务中多加注意。
好的,继续加油! 实际动手操作是最好的学习。有不明白的地方随时来问我吧。
Moldflow vs Moldex3D——充填分析软件的两大巨头
射出成形充填分析软件的世界市场长期由Moldflow领导,但从2010年代开始Moldex3D(台湾CoreTech公司)迅速扩大市占,现已是势均力敌的状态。Moldflow因与Autodesk产品群的统一性强,特别在欧美汽车制造商中浸透。Moldex3D的完整3D分析精度和计算速度的平衡